
Knowledge About Grinding Wheel detailed Everything
1.Installation of Knowledge About grinding wheel
Everything Knowledge About Grinding Wheel Special attention should be paid to the installation of grinding wheels on grinding machines. Because Shanlun works under high-speed rotation conditions, it must be carefully checked before use:
1. Check whether the characteristics of the grinding wheel meet the requirements for use, and whether the size of the grinding wheel and the spindle match.
2. Freely assemble the grinding wheel on the spindle of the grinding wheel, and do not squeeze it with force. The clearance between the inner diameter of the grinding wheel and the main shaft and the chuck is appropriate to avoid being too large or too small. The mating surface is clean and free of debris.
3. The chuck of the grinding wheel should be symmetrical left and right, and the radial width of the pressing surface should be equal. The pressing surface is straight, with full contact with the side of the grinding wheel, and the clamping is stable, preventing the two sides of the grinding wheel from being deformed or even broken due to the unbalanced force.
4. A certain thickness of flexible material pad (such as asbestos rubber sheet, elastic cardboard or leather, etc.) should be sandwiched between the chuck and the end face of the grinding wheel to evenly distribute the clamping force of the chuck.
5. The tightness of the fastening wheel should be compact enough to drive the wheel without sliding, and it should not be too tight. When using multiple bolts to fasten a large chuck, it should be gradually and evenly tightened in a diagonal pairwise order. It is forbidden to tighten the bolts sequentially in the circumferential direction or tighten one bolt at a time. Only use a standard wrench to tighten the wheel chuck. It is prohibited to increase the tightening force with an extension wrench or by tapping.
The inspection methods are visual inspection and acoustic inspection:
1. Visual inspection is to check whether the surface of the grinding wheel is cracked or damaged with the naked eye or with other equipment.
2. Acoustic inspection is also called percussion test, which is mainly aimed at the internal defects of the grinding wheel. The inspection method is to strike the grinding wheel with a small wooden hammer. The normal wheel sound is crisp, dull and hoarse, indicating a problem.
3. Inspection of the turning strength of the grinding wheel. A batch of grinding wheels of the same model should be subjected to a rotary strength random inspection. It is strictly forbidden to install and use grinding wheels without strength inspection.
2. Balance of grinding wheel
There are two reasons for the imbalance of the grinding wheel:
- Grinding wheel manufacturing errors, such as the uneven organization of the grinding wheel, different internal and external axes of the grinding wheel, and non-vertical end faces and axes of the grinding wheel;
- The installation error of the grinding wheel, the deviation of the installation of the grinding wheel, the foreign matter in the flange, and the damage of the flange;
Grinding wheel and first-trimmed wheel, as well as wheel balance test where unbalanced operation was found. There are two methods to adjust the balance of the grinding wheel: dynamic balance and static balance.
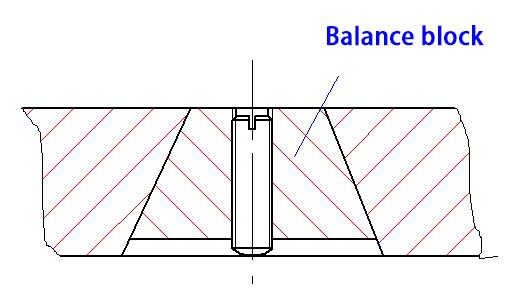
- Dynamic balance method: This method uses a sensor installed on the machine tool to directly display the unbalance amount of the grinding wheel device during rotation. By adjusting the position and distance of the balance block, the unbalance amount is minimized. This method is mostly used for high-precision applications. High-speed grinding on a grinder or a wheel with a linear speed of more than 50m / s. . .
- Static balance method: Static balance adjustment is performed on a balance frame. Manually find the center of gravity of the wheel, install a balance weight, and adjust the position of the balance weight until the wheel balances. Generally, the wheel can be balanced in eight directions. This method is Currently more commonly used methods;
Wheel balance
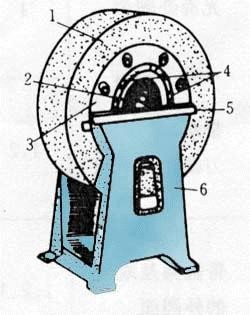
1- Grinding wheel 2- Mandrel 3- Flange 4- Balance block 5- Balance track 6- Balance frame
Before the grinding wheel is balanced, you must use a spirit level to adjust the balance frame to the level. Because the wheel balance frame is a tool for testing the grinding wheel, everyone knows that if the testing tool loses accuracy, the tested product also loses accuracy, so many companies have The balance of the grindstone wheel is calibrated with a spirit level and fixed in a safer place to prevent it from being frequently touched and affecting its horizontal position;
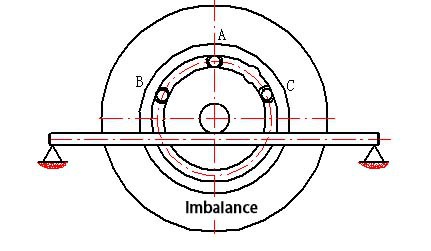
When the grinding wheel is balanced, the balance mandrel and the grinding wheel are fixed and placed on the circular guide of the balance frame. If the grinding wheel is unbalanced, the grinding wheel will swing back and forth until the grinding wheel stops turning the same. The imbalance of the grinding wheel must be below the grinding wheel. Mark A on the other side of the grinding wheel, install a balance weight at position A, and install two balance weights, B and C, on both sides of position A. After the installation, put the grinding wheel on the balance frame again, and take point A as the horizontal position. If it is unbalanced, adjust the balance blocks B and C until the grinding wheel is placed at any position. After installing a grinding machine, the two sides and front of the grinding wheel must be taken off for a second fine balance. The second balance has special requirements for high-precision grinding machines. Generally, the grinding wheel must have eight points on the circumference. Balance is performed, so for the grinder operator, whether the grinding wheel is well balanced is the most basic manifestation of the quality of the grinder operator.
Grinding process of grinding wheel:
Abrasive cutting methods include grinding, honing, grinding, and polishing. Among them, grinding processing is the most widely used.
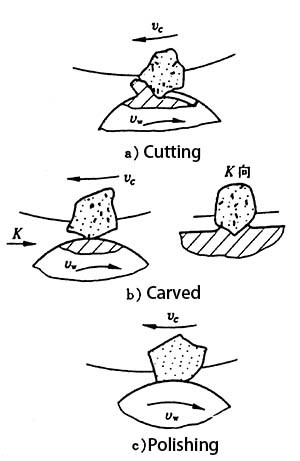
During grinding, the grinding effect of each abrasive particle is very different, as shown in the figure.
(1) The more prominent and sharper abrasive particles on the grinding wheel play a cutting role. When these abrasive particles start to contact the workpiece, the negative rake angle of the sharpened arc of the abrasive particles is very large because of the extremely small cut-in depth. Only elastic deformation occurs; as the depth of cut increases, the pressure between the abrasive particles and the surface of the workpiece increases, and the surface of the workpiece deforms plastically and is scored with grooves; when the depth of cut is further increased, the cut metal layer Significant slippage occurs and chips are formed. This is a typical cutting process of abrasive particles, and its essence is the same as that of cutting metal by a tool (see Figure a).
(2) Abrasive particles with smaller or blunt protrusions on the grinding wheel play a role in scoring. These abrasive particles have a weak cutting effect. Because the thickness of the cutting layer is very thin when contacting the workpiece, the abrasive particles are not cut but on the workpiece Fine grooves are engraved on the surface, and the workpiece material is squeezed to the sides of the abrasive grains and bulged (see Figure b).
(3) Dull or relatively concave abrasive grains on the grinding wheel. These abrasive grains neither cut nor scratch the workpiece, but merely cause friction with the surface of the workpiece, and perform friction polishing (see Figure c).
The cutting process can be roughly divided into three stages, even if the individual abrasive particles are sharp and convex. In the first stage, the abrasive particles slip past the surface of the workpiece, only elastically deformed without chips. In the second stage, the abrasive particles are cut into the surface of the workpiece, scoring grooves and ridges are formed. In the third stage, the thickness of the cutting layer increases to a certain critical value, and the chips are cut off.
The grinding process is actually a comprehensive process in which numerous abrasive particles perform intricate cutting, scoring, and sliding on the surface of the workpiece. Generally speaking, cutting is mainly used in rough grinding; both cutting and friction polishing are used in fine grinding; friction polishing is more obvious in super-fine grinding and mirror grinding.
How to Dress The Wheels?
The process of using the dressing tool to remove the dull surface of the working surface of the grinding wheel to restore the cutting performance and the correct geometry of the grinding wheel is called dressing of the grinding wheel. When the grinding wheel is used for a period of time, the working surface of the grinding wheel will be rubbed and squeezed by the abrasive particles of the grinding wheel during the grinding process, or its edges will be gradually rounded and dulled. Plugged in the pores on the surface of the grinding wheel, the surface of the grinding wheel is blocked, and finally, the grinding wheel loses cutting ability. At this time, slipping will occur between the grinding wheel and the workpiece, which may cause vibration and noise, reducing the grinding efficiency and worsening the surface roughness. At the same time, due to the increase of grinding force and grinding heat, it will cause the deformation of the workpiece and affect the grinding accuracy. In severe cases, burns and fine cracks will appear on the grinding surface, so it is necessary to trim the working surface of the grinding wheel.
1. Diamond knife turning method: Large-diameter diamond is inlaid and welded on a special tool holder. The tip of the diamond is ground to a sharp angle of 70-80 °. During the dressing, the abrasive grains of the diamond touch the hard sharp angle of the diamond, and it will break to form a micro-blade. This method is currently widely used.
Several aspects to pay attention to when using a diamond knife to dress the grinding wheel:
1) The size of the diamond particles should be selected according to the diameter of the grinding wheel. In general, when the diameter of the grinding wheel is less than φ100mm, a diamond of 0.25 carats can be selected; when the diameter of the grinding wheel is φ300-φ400mm, a diamond of 0.5-1 carats can be selected.
2) As the diamond is relatively expensive, it should be checked whether it is welded firmly before use, so as not to fall off. During the dressing of the grinding wheel, cooling should be carried out uninterruptedly to prevent the diamond from cracking.
3) The diamond installation angle is generally 10 ° -15 °, the diamond installation height should be 1-2mm lower than the center of the grinding wheel, and the clamping must be firm to prevent the diamond from vibrating or getting into the grinding wheel;
4) The trimming margin must be selected according to the processing requirements. During rough breaks, you can increase the amount of knife and the longitudinal feed rate; the opposite is true when finishing. Generally, you have to eat the knife 2-3 times, and then trim it back and forth without eating the knife;
2. Diamond pen dressing method: The diamond pen is made of diamond or diamond powder with small particles, which is combined with a strong alloy and pressed into a metal cutter bar. According to the distribution of diamonds, there are three types of diamond pens: layered, chain and powder diamond pens. It is used in the same way as a diamond knife, and can be used instead of a diamond knife to trim a grinding wheel in some less demanding processes, but the powder diamond pen is mainly used to trim a fine-grained grinding wheel.
3. Roller-type cutter rolling method: When cutting blades, multiple pieces of metal disk made of carburized and hardened steel. Its shape is sharp, and the metal disc rotates with the wheel at high speed during dressing and rolls the surface of the wheel. This tool is only used for rough dressing of large grinding wheels.
4. Diamond rolling grinding method: We also call it a diamond roller, which is used to evenly fix fine diamond particles on the roller body. Generally, the plating method is used, and the roller shape can be made into a more complex shape with higher trimming. Precision. However, the price is relatively expensive. It is only used in the grinding of large batches and high value-added products. Generally, it is not used.
Points to Note in Actual Operation:
1. Before starting the grinding wheel, the hydraulic start and stop logging should be placed in the stop position, the adjustment handle should be placed at the lowest speed position, and the wheel feed fast feed handle should be placed in the backward position to avoid accidents.
2. Before starting the grinding wheel each time, start the lubrication pump or the oil pump of the static pressure oil supply system. After the grinding wheel spindle is lubricated normally, the mercury switch jacks up or the static pressure reaches the design value.
3. At the beginning of grinder the hourly feed rate should be small and the cutting speed should be slower to prevent the grinder from being broken due to cold and brittleness, especially when the temperature is low in winter.
4. When the grinder quickly introduces the workpiece, it is not allowed to feed by maneuver, and it is not allowed to enter the large knife. Pay attention to the protruding corners of the workpiece to prevent the collision.
5. The spindle of the grinder must stop when the temperature exceeds 60 ° C, and work after the temperature returns to normal.
6. It is not allowed to use the grinder of the grinder as an ordinary grinding machine to grind things.
7. For machine tools using coolant, the cooling pump should be turned off after working, the wheel should be idled for a few minutes, and the coolant should be stopped before turning the wheel.
Read More at Binic Abrasive.