
When speaking of cutting among abrasive wheel, we refer to the wheels in 0.035” to 1/8 inch thickness and the 2” to 14 inch diameter. But,today I am going to narrow down the range to the Slim cutting with angle grinder, also called grinder disc for angle grinder , which normally need practicing operator to handle. No one wants to observe poor performance and ineffective operations brought on by ignorance and incorrect actions.

To increase cutting effectiveness, you should take into account the following faces:
- Choose the Right Wheel Depend on Material of Workpiece
The right cut off wheel should be depend on the material of workpiece being cut: A resin cutting disc will not function properly if it does not fit the workpiece, leading to abnormal wear, overheating, and a lack of sharpness that will damage the wheel and create safety issues. There are some main categories of workpiece material :
- Metal ;
- Stainless steel (Inox);
- Aluminium;
While, Metal should be divided into: A: Ferrous metals like Steel, construction steel, unalloyed steel, etc in lower hardness and tempered steel steel with higher hardness. B: Other non-ferrous metals. You should choose right cutting wheel for metal.
Each wheel should be specialized for each kind of material. You may can see the wheels for it’s application.Besides, we also should notice that where the workpiece used in, normal referring to:
- construction;
- home;
- Fabricate & welding;
- Industrial & manufacturing,
Since that will decide what quality level of wheel we should use in case of any waste or shortage.
- Choose the RightCutting Wheel Types
The appropriate shape of cut off wheel can also aid in certain cutting circumstances. There are two most cutting wheel types:
- T1/T41 cutting wheels
- T42/T27cutting wheels
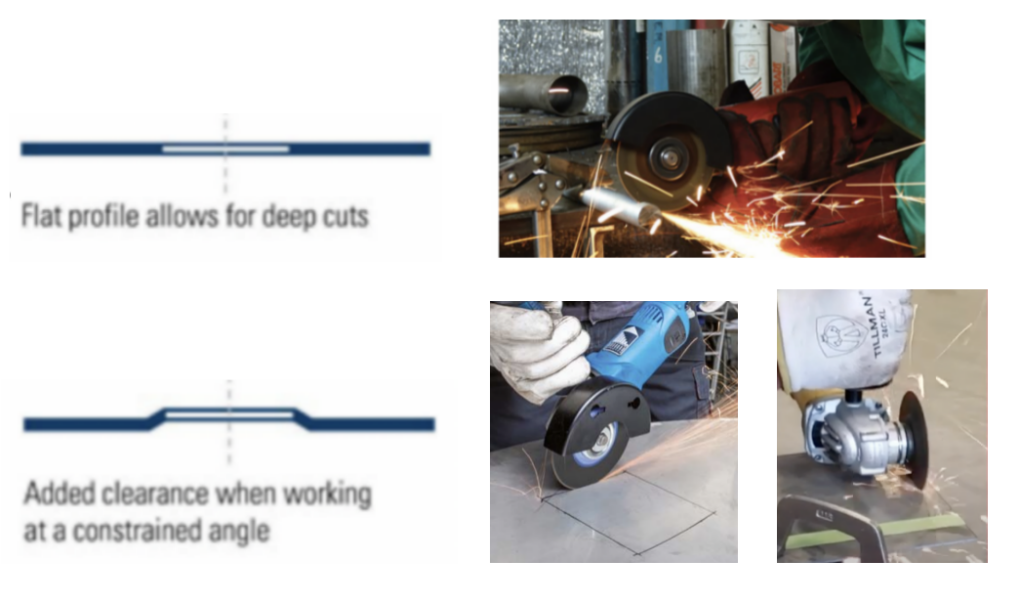
The smooth profile and greater cutting surface of T1/T41 cutting wheels allow the operator to accomplish more cuts per wheel. It generally allows for deep cuts and ample operating area in general.
T42/T27 wheels have a sunken center that allows for more tool clearance, but it lowers the quantity of cuts, especially with wheels 4 1/2 inches or less in diameter. The T42/T27 cutting wheel is better suited for flush and rip cutting.
When there is some type of interference and the wheel needs to be raised up from the base of the grinder. When the operator is cutting thicker material or need cut too deeply into the workpiece, we would better choose T1/T41, such some solid round bar in open space.In general use T41/T1 type would be more used.
- Choose the Right Wheel Thickness
While bigger wheels will often last longer and perform better on heavier materials, thinner wheels will normally remove less material during a cut, be smoother and faster in cutting, and also have a cleaner surface. (bigger diameter), yet doing so will generate more heat. If you need quick cut and metal cutting tools or thinner-gauge material, then choose the thinnest as you can. like 0.03 inch and 0.04 inch.If you need longer cuts, you may need thicker one like 0.045 inch and 0.065 inch.The best one is to make balance on cuts and speed from the wheel material quality not just from thickness.
- Backing and Forth Motion Needed Through the Cut:
If we employ a single, straight downward force, our abrasive grain will get duller; thus, it is advisable to utilize a sliding or rocking action in the direction of the cut, moving the wheel into and through the workpiece rather than straight down. Allowing the metal cutting grinding wheel wheel to draw itself through the workpiece reduces friction and resistance and helps to increase the life of the wheel.
- Don’t Exert Too Much Pressure
Pushing too hard can result in increased pressure and heat. These are the most dangerous adversaries of abrasive grain. It is easy to believe that pressing on the wheel would improve its performance; nevertheless, pushing will generate heat and wear, which will destroy the wheel. Increased friction reduces tire life. It is recommended that when cutting in nature, you let the wheel perform as much of the work as possible.
- Starting Cut from The Right Angle:
The Slim cutting wheel should be used perpendicular to the work surface at a 90-degree angle. An incorrect angle might result in tight binding. The thinner the wheel, the more important the necessity. Thicker wheels are more forgiving. Operators should position themselves such that they can observe the wheel cutting line. Always begin cutting from the lease resistance point.
Conclusion
Above all, no matter what kind of abrasive cut off wheels an operator selects, understanding what the wheel is designed to be used and following some best cutting practices can help protects operator’ safety and product life, as well as maximize cutting effective. BINIC provide best disc for grinding welds. For more information, please contact us – BINIC – steel cutting disc factory and wire brush manufacturer.