Cut Off Wheels, also known as cutting wheels or cutting discs, are tools mounted on a knife bar for use with an angle grinder (What is an Angle Grinder?) or a fixed cutting saw. It is made of abrasive and binder resin for cutting common steel, stainless steel, metal and non-metal materials.
According to the material of the cut off wheels, the cutting wheel is mainly divided into a fiber resin cut off wheel and a diamond cutting disc.
1.1 Resin Cutting Discs
The resin cutting disc uses resin as the binding agent, glass fiber mesh as the bones, and combines a variety of materials. The cutting performance is particularly significant for hard-to-cut materials such as alloy steel and stainless steel. Dry and wet cutting methods make cutting accuracy more stable.
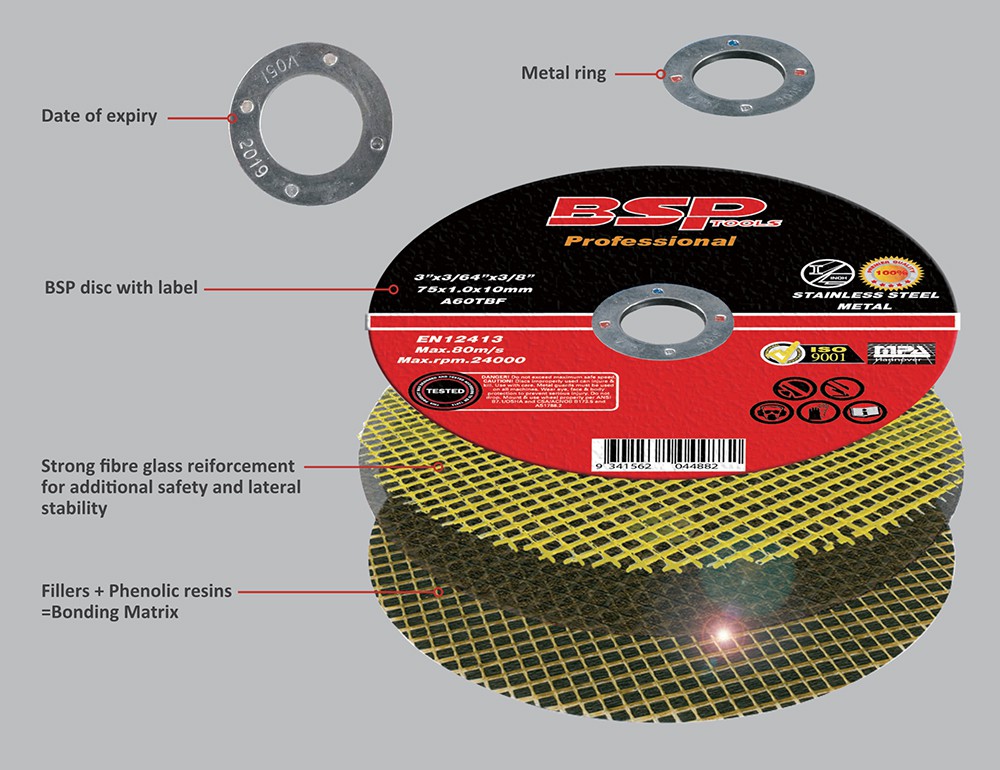
1.1.1 Composition of Resin Cutting Disc
Metal ring with date of expiry
Disc with label:The label contains all the relevant information the user needs to operate the wheel
strong fibre glass reiforcement for additional safety and lateral stability:With the continuous improvement of the performance of resin grinding wheels, the performance of mesh in resin grinding wheels is very important. Mainly manifested in: the change of the strength of the grinding wheel, the deformation of the slice, the delamination of the grinding plate, etc. The amount of rubber content has an impact on the strength, viscosity and cutting and grinding performance of the resin wheel.
fillers and phenolic resins:The fluctuation ranges of the solid content, viscosity, gel time and water solubility of liquid phenolic resins have varying degrees of influence.The flow of powder phenolic resin is an important performance index that affects the structure of the binder. The particle size affects the amount of wetting agent and the content of volatile matter is also important. During the actual preparation of the grinding wheel, the stability of the powder resin must be ensured in order to ensure the quality of the grinding wheel.
1.1.2Cutting material:
Resin cutting sheet is mainly used for cutting metal and non-ferrous metal …Including aluminum, copper, stainless steel, etc.
1.1.3Classification of resin cut off wheels:
According to the state and shape of the solid metal material being cut, the resin cutting disc can be divided into cold-cut discs, hot-cut discs, and hard alloy discs.
Cold Cutting WheelsHot Cut Off WheelsAlloy Cutting Discs
Metal cold cutting wheels are used in various rolled steel, cold-formed steel and high-frequency welded pipe enterprises. They can be used with various types of cutting machine. Heading, tailing, cutting to a fixed length are performed on various profiles, tubes, and small-sized bars produced by hot rolling and cold bending. The workpiece temperature is generally indoors. After the metal profile is cooled and straightened, it is cutted.
Cut off wheels material: generally 45Mn2V, 50Mn2V, 65Mn, 75Cr1, etc .
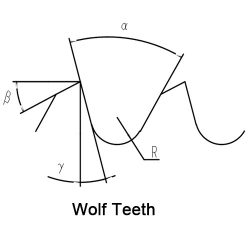
There are two types of cold-cutting discs: one is a solid cutting wheel, which has an overall hardness of HRC44-48; the other is a tooth tip hardness of HRC48-62, and the cut off wheel body hardness is HRC28-35.
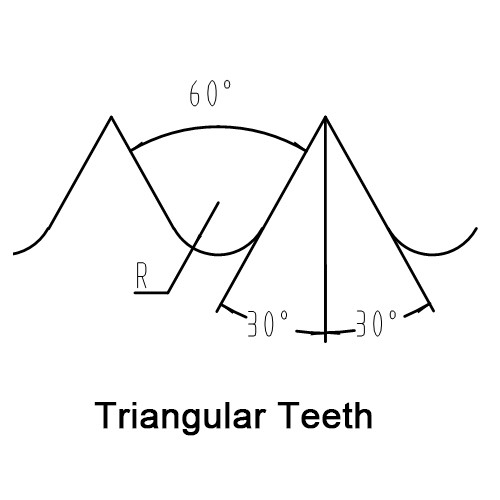
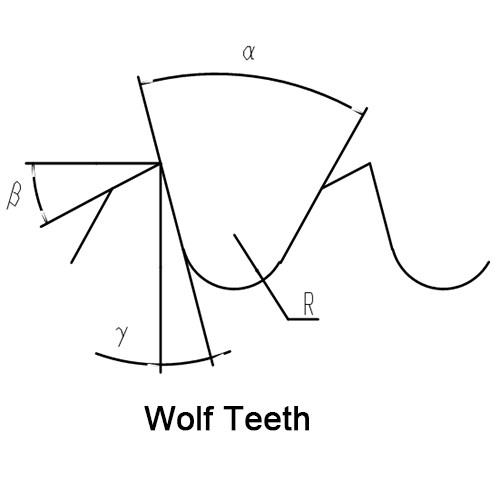
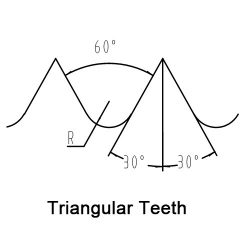
Zigzag shapes: rat teeth, triangular teeth, wolf teeth, the simplified diagram is as follows:
Cut off wheel specifications: Ø400-Ø2200mm;
Cut off disc thickness: from 3.0mm-14.5mm;
Number of teeth: from 80-830 teeth.
cutting machine: It should be equipped with a main motor with sufficient power to provide sufficient cuting power and cutting speed.
cutting machine performance: The cutting machine should be solid and good as a whole, with high processing and assembly accuracy, stable feed, and continuously adjustable feed speed between 0-200mm / s.
cutting disc chuck: The cut off wheel chuck should maintain good self-precision, and it should be solid and good. It can clamp the cut off wheel uniformly and sturdily, and use the displacement deviation and vibration when the cut off wheel is running. The end jumps and runouts of various diameter chucks should conform to the values.
Item / Accuracy / Chuck (mm)
<Φ300
≥Φ300—Φ500
> Φ500—Φ750
Round runout at both ends of fixed chuck (mm)
≤0.02
≤0.03
≤0.04
Radial circular runout of cutting disc mounting position (mm)
≤0.01
≤0.015
≤0.02
In order to ensure the smooth operation of the cut off wheel, the cutting disc chuck should try to choose the diameter under the initial stage of cutting the workpiece, generally 40% -50% of the cutting wheel diameter.
Requirements for the protective cover of the cut off wheel:
In order to ensure the safety of the cuting process, the cutting machine should be equipped with a complete protective cover. The thickness of the steel plate should be greater than 10mm, and the coverage area should be greater than 2/3 of the cut off wheel area. It must have sufficient impact resistance.
Cooling system:
For cut off wheels below Ф1200mm, the cooling system should provide pressure water ≥3.0MPa, and for cut off wheels above Ф1200mm, the cooling system should provide pressure water ≥8.0MPa. When cuting a workpiece, it is necessary to flush the teeth continuously and cool the cutting disc. This will help to improve the compensation of the cut off wheel and avoid the phenomenon of tooth sticking. The cooling water should be 180 ° behind the cutting point of the cut off disc. The cooling water is inserted at normal pressure and the middle is medium or high pressure water.
Work piece clamping:
In order to keep it from being stable and reduce the impact wear on the cutting wheel, the work piece should be equipped with a solid clamping device. It is recommended to set horizontal and vertical clamping devices for better results.
Requirements for workpieces:
The workpieces to be cutted can be hot-rolled steel, pipes, small diameter bars, cold-formed steel, and high-frequency welded pipes. The temperature of the workpiece can be below 200 ° C. The steel type of the workpiece is generally ordinary carbon steel and low alloy steel. After the workpiece is formed, an effective correction process is required to reduce bending and deformation, and the brake is rigidly clamped during the cutting process.
Requirements for cut off wheels
Cutting process parameters: In order to ensure the normal cutting of the cutting disc, some main cutting process parameters should be selected reasonably. The common length and linear speed of the cutting wheel is between 80m / s and 120m / s. Highest speed in picking up large wafer diameters. The feed speed of the cut off wheel is generally 20mm / s-140mm / s, the workpiece is small, the wall thickness is thin, you can choose a faster feed speed; when the size of the workpiece or the wall thickness interfere, you need to choose a slower feed speed. However, depending on the cutting machine and the situation of each unit, the relevant parameters can be adjusted appropriately.
Conditions for discontinuing the use of cutting discs: Properly discontinue use in one of the following cases
The serrated tip of the tooth tip wears to 1 / 3-1 / 4;
When the workpiece burr exceeds the required index;
When cutting sparks or sound becomes louder;
When the cutting edge has obvious oblique cutting;
When the cut off wheel is cracked, dropped, broken or deformed;
When the cutting current exceeds the specified value.
Hot-cut cutting wheels are used in various types of rolling mills. The cutting temperature of general carbon steel, alloy steel, bearing steel, high-tech steel and other materials, bar, etc. is generally required to be above 750 ℃, and high alloy steel should be above 800 ℃.
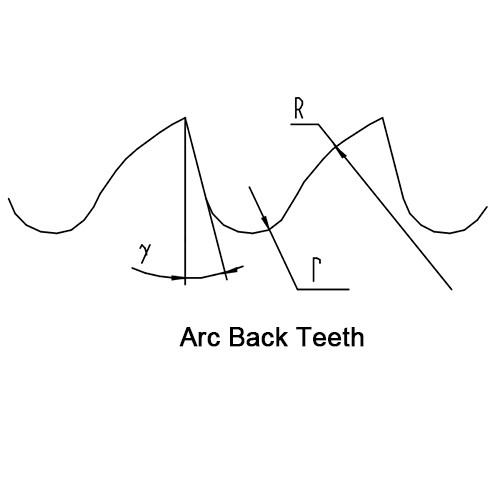
Cutting disc material: 45Mn2V, 50Mn2V, 65Mn and other materials. The hardness of the cutting wheel teeth is HRC48-62, and the hardness of the blade body is HRC27-32.
Cutting tooth shapes: rat teeth, triangular teeth, wolf teeth, and arced teeth. The diagram is as follows:
Cutting wheel specifications: generally from Φ1200mm-Φ2500mm; thickness is 7mm-14.5mm; the number of teeth is 150-630.
Cutting machine performance: The cutting machine should be solid and good as a whole, with high processing and assembly accuracy, stable feed, and continuously adjustable feed speed between 0-300mm / s.
Cutting disk chuck: To maintain good self-precision, solid and good, you can clamp the cutting disk uniformly and continuously to insert the displacement deviation and vibration when the cutting disk is running. The end jumps and runouts of various diameter chucks should conform to the values.
Item / Accuracy / Chuck (mm)
Item / Accuracy / Chuck (mm)
<Φ500mm
≥Φ500mm—Φ750mm
≥Φ750mm—Φ900mm
Round runout at both ends of fixed chuck (mm)
≤0.03
≤0.04
≤0.05
Radial circular runout of cutting disc mounting position (mm)
≤0.015
≤0.02
≤0.02
In order to ensure the stable operation of the cutting wheel, the diameter of the cut off wheel chuck should be selected as much as possible under the predetermined cutting of the workpiece, generally 40% -50% of the diameter of the cutting disk.
Requirements for the cutting blade protective cover:
In order to ensure the safety of the cutting process, the cutting machine should be equipped with a proper protective cover. The thickness of the steel plate should be greater than 10mm, and the covering area should be larger than 1/2/3 of the cutting wheel area.
Cooling system:
For cut off wheels of Ф1500mm and below, the cooling system should provide pressure water of ≥3.0MPa, and for cutting wheels of Ф1500mm, the cooling system should provide pressure water of ≥8.0MPa. When cutting the workpiece, the cutting teeth must be flushed without interruption. Cooling the cutting blades will help improve the replacement of the cutting blades and avoid tooth sticking. The cooling water should be 180 ° behind the cut-in point of the cutting wheel. Normal pressure water is above the cooling water position and medium or high pressure water is in the middle.
Requirements for artifacts:
The object to be cut can be various square steel, round steel, profile, the cutting temperature should be greater than 750 ℃, and the temperature of high carbon and high alloy steel should be greater than 800 ℃. The steel type of the workpiece can be ordinary carbon steel, alloy steel, bearing steel, annealed steel, high-tech steel, etc. After rolling, the workpiece should be kept as straight as possible to reduce bending and deformation.
Requirements for cut off wheels
Common cutting process parameters: In order to ensure that the cut off wheel can successfully complete the cutting tasks of various steels, based on the reasonable selection of the cutting machine and the cutting blade, other main cutting process parameters must be selected reasonably, such as the common length and linear speed of the cut off wheel at 90m / s—120m / s; the feed speed of the cutting wheel is generally 50mm / s—200mm / s. It can be picked up when the temperature of the steel is high, the strength of the material is low, the workpiece is stable, and the cutting machine has good rigidity Each cut off wheel user needs to explore the appropriate cutting process parameters according to his own equipment and workpiece conditions in order to obtain a satisfactory cutting effect. The sawing speed is generally 250mm / s to 300mm / s.
Cut off wheels should be discontinued under the following conditions:
When the tip of the tooth tip wears to about 2.5mm wide;
When the burr of the work piece is seriously exceeded;
When the cutting spark or sound becomes louder;
When the incision is oblique;
When the cutting disk is cracked, dropped, broken or deformed.
Cutting of carbon steel, alloy steel, bearing steel, high-strength steel and non-ferrous metals such as aluminum, copper and other pipes, profiles, bars, etc. The object to be cut is at room temperature。
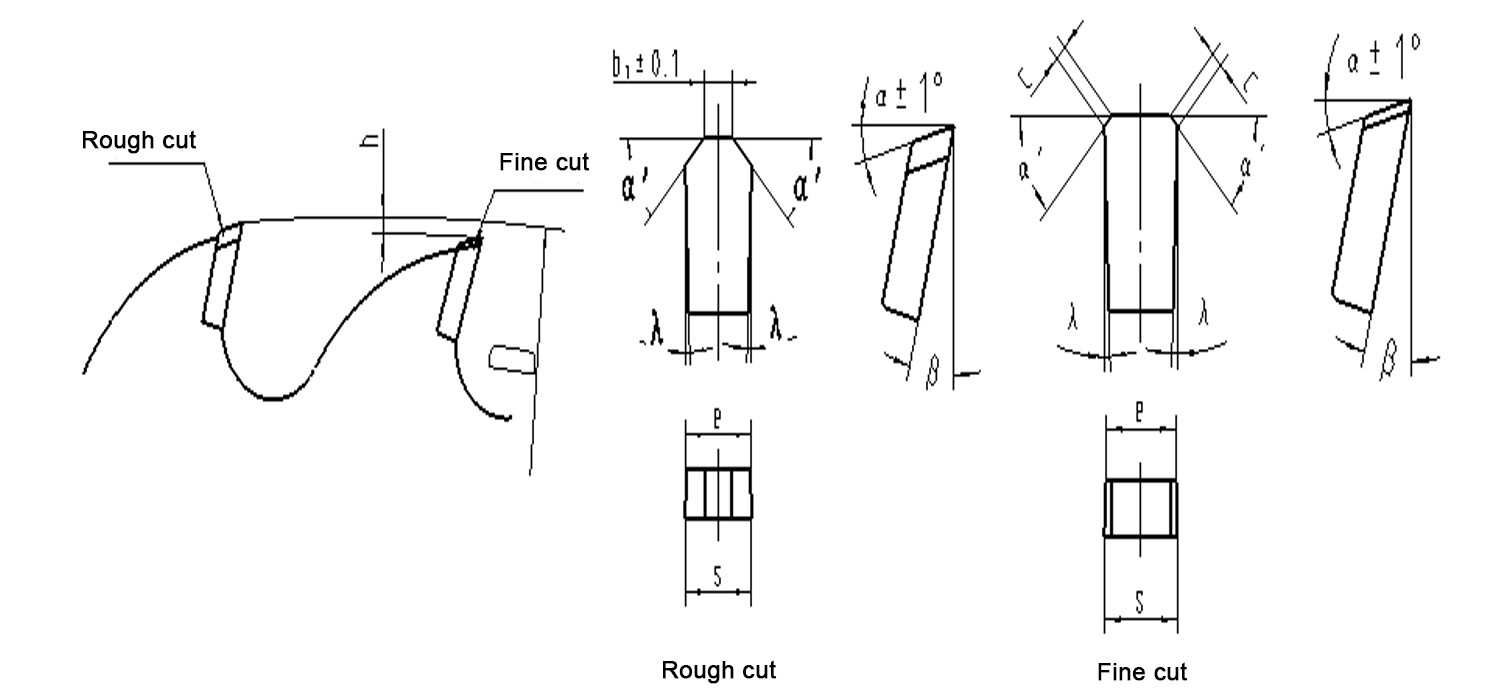
Cutting tooth profile: This tooth profile is generally used to cut tube blanks or heavy rails made of plain carbon steel, alloy steel, bearing steel, high-strength steel.
Cutting disc specifications: Generally from Φ315mm—Φ2200mm.
Cutting wheel material: Carbide cut off wheel body for cutting steel uses 8CrV, Carbide cut off disc body for cutting aluminum uses 8CrV, SKS51, 75Cr1; The material of the cutting head of steel is generally replaced by P25-P40 K10-K20 is generally used for aluminum, copper and its alloys. Heat treatment requirements: plate hardness HRC40-44.
Cutting machine performance: It should have good overall rigidity, high processing and assembly accuracy, stable feed, and continuously adjustable feed speed requirements.
Cut off disc chuck: To maintain good self-precision, solid and good, you can clamp the cutting disc evenly and continuously to insert the displacement deviation and vibration when the cutting wheel is running. End jumps and run jumps should conform to quantified values.
Item / Accuracy / Chuck (mm)
<Φ120mm
≥Φ120mm—Φ300mm
≥Φ300mm—Φ500mm
≥Φ500mm—Φ700mm
Round runout at both ends of fixed chuck (mm)
≤0.01
≤0.02
≤0.025
≤0.030
Radial circular runout of cutting disc mounting position (mm)
≤0.005
≤0.01
≤0.015
≤0.02
Cooling system:
The cutting material is hard alloy tooth circle cut off disc made of ordinary carbon steel, alloy steel, bearing steel, and high-strength steel. The tooth of the cutting wheel must be cooled and lubricated with mist-like lubricating oil.
The cutting material is aluminum, copper, and its hard alloy toothed round cutting wheel. Cooling water, water-based coolant or water-based emulsion must be used to cool the cutting disc teeth.
Requirements for the workpiece
The workpiece to be cut can be various tube blanks, rails and profiles, and the cutting temperature should be less than 80 ° C. The type of workpiece steel can be ordinary carbon steel, alloy steel, bearing steel, spring steel, stainless steel, aluminum, copper and its alloys. After rolling, the workpiece should be kept as straight as possible to reduce bending and deformation.
Requirements for cutting discs
Common cutting process parameters: In order to ensure that the cutting blade can successfully complete the cutting tasks of various steels, based on the reasonable selection of the cutting machine and the cutting blade, the main cutting process parameters should be selected reasonably.
The cutting material is ordinary carbon steel, alloy steel, bearing steel, high strength steel hard alloy tooth circular saw blade: the common cutting wheel joint line speed is between 80-140m / min; the common single tooth feed is generally 04— 0.13mm / Z.
The cutting material is aluminum, copper, and its alloy hard alloy tooth circle cutting wheel: the common linear speed of the main axis of the cut off disc is 40-50m / s. The common single tooth feed is generally 0.07-0.14mm / Z.
1.2 Diamond Saw Blade
Diamond cutting disc is a cutting tool for the processing of hard and brittle materials such as stone and ceramics. The diamond saw blade is mainly composed of two parts; the base body and the cutter head. The base is the main support part of the blade, and the blade is the part that is cut during use. The blade is continuously consumed during use, while the base is not. The reason why the blade can cut The effect is because it contains diamond. Diamond is currently the hardest substance. During its use, the metal matrix is consumed together with the diamond. Generally, it is ideal that the metal matrix is consumed faster than diamond. The sharpness of the head ensures a twisting life of the cutter head.
1.2.1Materials Used:
Diamond
12.2Cutting Material:
Diamond cutting blades are mainly used for cutting stone, ceramics and tiles
1.2.3Classification of diamond saw blades:
Classification according to manufacturing process:
There are two types of welding and laser welding. High-frequency welding welds the cutter head and the substrate through a high-temperature molten medium. Laser welding uses a high-temperature laser beam to fuse the cutter head and the contact edge of the substrate to form a smelting gold bond. Diamond laser welding professional cutting blade for cutting concrete and asphalt roads, refractory bricks, building blocks, etc. Because laser welding is used, the strength of the weld seam will not be reduced without cutting with coolant, so it is suitable for field operations.
The blade powder is attached to the substrate by electroplating.
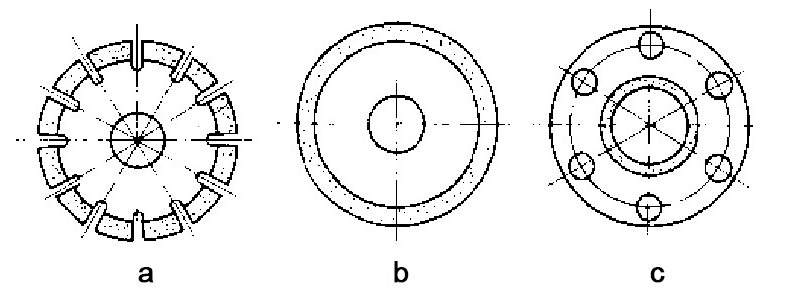
Classified by appearance
Blade type saw blade (a) Continuous edge saw blade (b)Turbine type saw blade (c)
Serrated size, fast cutting speed, suitable for both dry and wet cutting methods. It is characterized by sharp cutting, mainly used for cutting slices, sandstone, concrete, bricks, etc. According to the process, it can be divided into two types: sintered and hot-pressed sintered. Including direct cold-pressing and sintering of φ105-450mm dry slices, and hot-pressing and welding of φ350-2200mm marble and marble cutting chips, the most widely used.
Also known as diamond wet sectioning, it is generally manufactured by cold pressing and sintering. Because the diamond blade is continuous, the cooling effect of row cutting is not good. Generally, it is cut under the condition of adding water or cooling liquid. This kind of cutting blade is generally suitable for cutting very fragile materials such as marble, tile, glass, quartz and so on. Of course, it can also be used for cutting flour concrete, etc.
Combining the advantages of the first and second, the sawtooth continuously presents a turbine-like uniform convex and concave, which improves the cutting speed and increases. It is mainly used for the cutting of single crystal silicon and other precious materials to save cost. The precious materials are required to be very thin (δ = 0.1 to 0.5 mm) and are generally manufactured by electroplating.
Different materials replace different types of diamond saw blades, and different powder formulations are suitable for the characteristics of different materials, which have a direct impact on the quality, effect, qualification rate and even cost of material products.
1.2.4 Factors Affecting The Efficiency and Life of Diamond Circular Saw Blades
There are sawing process parameters and diamond particle size, concentration, binder hardness and so on. According to the cutting energy number, there are saw blade line speed, sawing concentration and feed speed.
Cutting parameters:
Saw blade linear speed: In actual work, the linear speed of diamond circular saw blades is limited by the equipment conditions, the quality of the saw blade and the nature of the stone being sawn. When sawing granite, the linear speed of the saw blade can be between 25m ~ 35m / s. For granite with high quartz content and difficult to saw, the diameter of the saw blade used in the production of granite tiles is larger than that of diamond Small, the line speed can reach 35m / s.
Cutting depth: The cutting depth is an important parameter related to diamond wear, effective sawing, the force of the saw blade and the nature of the stone being sawed. Generally speaking, when the linear velocity of the diamond circular saw blade is high, a small cut-off depth should be selected. From the prior art, the depth of sawn diamond can be selected between 1mm ~ 10mm. Generally, when sawing granite blocks with a large diameter saw blade, the cutting depth can be controlled within 1mm ~ 2mm, and at the same time, the feed speed should be reduced. When the linear velocity of a diamond circular saw blade penetrates, a large cutting depth should be picked up. However, when the performance of the saw and the strength of the tool are within the allowable range, the cutting concentration should be adopted for cutting to improve the cutting efficiency. When machining surfaces are required, small depth cutting should be used.
Feed speed: The feed speed is the feed speed of the stone being sawed. Its size affects the sawing rate, the force of the saw blade and the heat dissipation in the sawing area. Its value should be generally considered according to the nature of the sawed stone. Soft stone, such as marble, can appropriately increase the feed speed. If the feed speed is too low, it is more conducive to improving the sawing rate. For sawing fine-grained and relatively homogeneous granite, the feed speed can be appropriately increased. If the feed speed is too low, the diamond edge is easily ground. However, when cutting granite with coarse grain structure and uneven soft and hard granite, the feed speed should be reduced, otherwise the feed speed of sawing granite will generally be offset within the range of 9m ~ 12m / min.
Other influencing factors:
Diamond particle size: commonly used diamond particle size is in the range of 30/35 ~ 60/80. The harder the rock, the finer the grain size should be chosen. Because under the same pressure conditions, the finer and sharper the diamond, the better for cutting into hard rock. In addition, generally large-diameter saw blades require high sawing efficiency, and it is recommended to use coarser particle sizes, such as 30/40, 40/50; small-diameter saw blades have low sawing efficiency and require rock sawing section roughness, Finer sizes should be selected, such as 50/60, 60/80.
Blade concentration: The so-called diamond concentration refers to the density of diamond distribution in the working layer carcass (that is, the weight of diamond contained in a unit area). The “Specification” stipulates that the volume concentration when 4.4 carats of diamond is contained in each cubic centimeter of the working carcass represents the volume of the diamond in the agglomeration, and stipulates that when the volume of the diamond accounts for 1/4 of the total volume, Its concentration is 100%, and when it contains 3.3 carats of diamond, its concentration is 75%. 100%. Increasing the diamond concentration is expected to extend the life of the saw blade, because increasing the concentration is aligned with the average cutting force experienced by each diamond. But increasing the depth inevitably increases the cost of the saw blade, so there is a most economical concentration, and this concentration increases with the increase in the cutting rate.
Hardness of cutter head binding agent: Generally speaking, the hardness of the binding agent is increased, and the stronger its anti-wear ability. In fact, when sawing abrasive rocks, the hardness of the binder should be high; when sawing abrasive rocks, the hardness of the binder should be low; when sawing abrasive rocks, the hardness of the binder should be low ; Moderate.
Force effect: During the sawing process, the saw blade must withstand the directional and tangential forces. Because of the force in the direction and direction, the saw blade is wavy in twist and dish-like in twist. These two kinds of deformation will cause the rock cutting surface to be uneven, the stone waste a lot, the noise during sawing is large, the vibration is intensified, causing the early damage of the diamond agglomeration, and the life of the saw blade is reduced.
Temperature effect: The traditional theory is that the effect of temperature on the saw blade process is mainly manifested in two aspects: one is to cause graphitization of diamond in the agglomeration; the other is to cause the diamond and the carcass to cause the diamond particles to replace prematurely. . New research shows that most of the cutting process is mainly associated with agglomeration. The arc zone temperature is not high, generally between 40 ~ 120 ℃. However, the temperature of the grinding point of the abrasive grains is relatively high, generally between 250 and 700 ° C. . Such a temperature does not cause the carbonization of graphite, but causes a change in the friction properties between the abrasive particles and the workpiece, and between diamond and additives. The cooling liquid only reduces the average temperature of the arc zone, but has little effect on the temperature of the abrasive particles. Studies have shown that the temperature effect is the biggest influencing factor for saw blade damage.
Wear and tear: Due to the effect of force and temperature, the use of saw blades after replacement will often cause wear and tear. There are several types of abrasive damage: abrasive wear, local fragmentation, large area fragmentation, replacement, mechanical abrasion of the bonding agent in the direction of the sawing speed. Abrasive wear: The diamond particles are constantly rubbing against the parts, the edges are passivated into a plane, the cutting performance is lost, and friction is generated. A graphitized thin layer appears on the surface of the sawed hot diamond diamond particles, which greatly reduces the hardness and intensifies the wear: the diamond particle surface is subjected to alternating thermal stress and at the same time to alternating cutting stress, fatigue cracks will occur and local fragmentation will appear sharp The new edge is the ideal wear size; large-scale crushing: the diamond particles bear the impact diameter when they are cut in and out, and the more prominent particles and particle sizes are consumed prematurely; replacement: the alternating cutting force makes the diamond particles combine The agent is constantly shaken to produce looseness. At the same time, the abrasion of the binder itself and the sawing heat during the sawing process soften the binder. This reduces the holding force of the binder when the cutting force on the particles is greater than the critical force. Diamond particles will be absorbed. Either type of wear is closely related to the crystallization and temperature experienced by the diamond particles. Both of these are accompanied by the cutting process and cooling lubrication conditions.
1.2.5 How to Identify The Quality of Diamond Saw Blades?
Diamond pieces are not like ordinary products, and they are easy to grind in appearance. Saw blades belong to the category of tools, and they are similar in appearance. If they are not professionals, it is difficult to polish with the naked eye. However, once you master the trick and observe carefully, you can still polish the effect of the entire product with some small flaws.
First, check whether the cutter heads on the diamond saw blade are on the same straight line. If the cutter heads are not on the same straight line, it indicates that the cutter heads are irregular in size and may be wide or narrow. This will cause cutting when cutting stone. Unstable, affecting the quality of the saw blade.
Observe whether the welding seam and the substrate are tightly welded. There is a welding seam after brazing before the welding of the substrate and the base. If the arc surface at the bottom of the cutter head is completely fused with the substrate, there will be no gaps. The cutter head and the substrate are not completely fused, mainly because the curved surface at the bottom of the cutter head is uneven when grinding.
Measure the weight of the saw blade The heavier and thicker the diamond saw blade is, the better, because if the saw blade is heavy, the inertia force when cutting will make the cutting more stable. Generally 350mm diamond saw blade should be about 2 kg, 400mm diamond saw blade is about 3 kg.
Check the hardness of the substrate The hardness of the substrate increases, the more difficult it is to deform. Therefore, whether the substrate hardness meets the standard directly affects the quality of the saw blade, whether it is welding or cutting. It is a good substrate, and after processing into a saw blade, it is a good saw blade.
2.Classified by type
There are 2 types of cut off wheels, Type 1 and Type 27,Type 1, the cut off wheel is flat and is mainly used for cutting.Type 27 is also cut but can also be used for grinding and grooving because its center is recessed
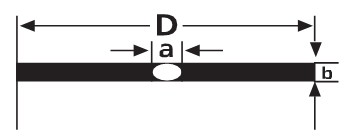
Cutting Discs
b=(0.8mm-4.5mm)
(USA:Type 1)
Type 41
Straight Cutting Discs
Available in diameters from 50(2″) to 230mm(9″) forfreehand applications
From 300mm(12″) to 500mm(20″) for use in stationary machines
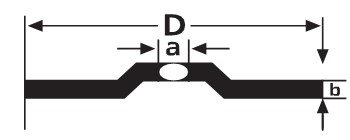
Grinding Wheels
b=(6mm-8mm)
(USA:Type 27)
Type 42
Depressed Centre Grinding Wheels
Available in diameters from 76(3″) to 230mm(9″) allowed for freehand use.
3.Classified by thickness
Cutting discs come in different thicknesses, and the type of wheel you choose depends on the type, shape and thickness of the steel you want to cut.According to the thickness of the cutting disc, it can be divided into 0.8mm, 1mm, 1.6mm, 2.5mm
For daily routine work on stainless steel or mild steel using an angle grinder, choose a thickness of 1mm or 1.6mm in the disc.
For projects involving thin metals (such as sheet metal), choose a thinner cutting disc of 1.0mm or 0.8mm. These thinner discs will change the metal plate, so once completed, you can reduce discoloration and reduce metal surface cleaning.
When using aluminum, the best results are suggested to use a cutting wax or other type of saw blade on the cutting disc to maintain blade life and avoid chipping. For heavy steel cutting operations that require cutting a large amount of metal, choose a 1.6mm or 2.5mm cutting disc. However, it is important to note that thicker wheels cut slower and produce more friction and displacement during the cutting process-often discoloring the workpiece and requiring additional steps to complete.
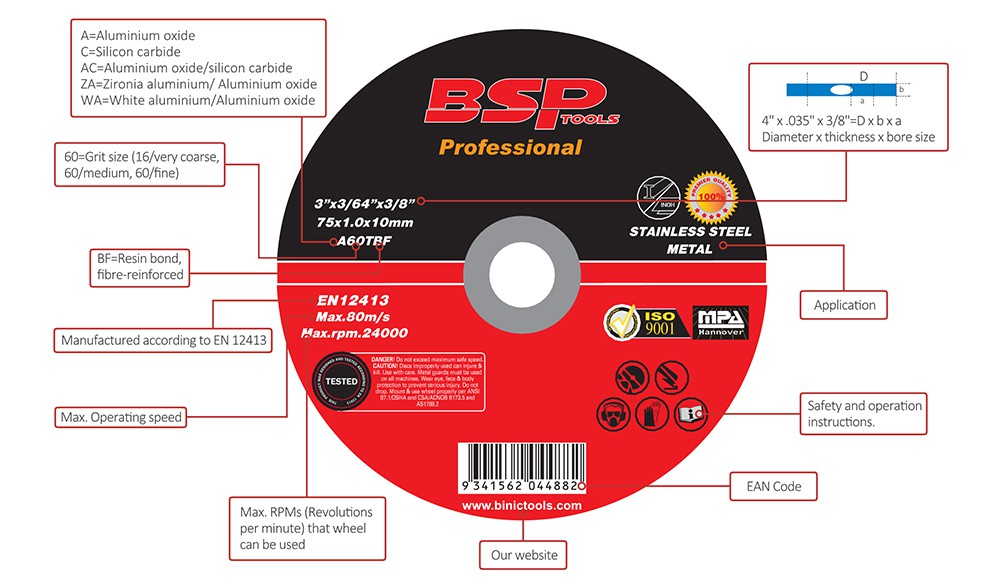
How to Read Cut Off Wheel Specifications on The Label?
Grit Type:
A-Aluminium oxide-the most common particle. For heavy general purpose
C-Silicon carbide
AC-Aluminium oxide/silicon carbide
ZA-Zironia aluminium/Aluminium oxide
WA-White aluminium/Aluminium oxide-highly brittle particles for fast cold cutting. Suitable for light grinding of all steels, especially tool steel and die steel.
AS3- 20% ceramic alumina, 30% pink particles, 50% white particles. Great for shape and corner retention.
AZ-blue alumina- has excellent cold cutting performance, can be quickly ground, and has minimal dressing.
RA-Red Alumina (Ruby)-Harder and sharper than PA and AZ wheels, suitable for steels with high chromium content
PA-alumina powder-general grain, hard but brittle. Tool room sharpening application.
GC-Green Silicon Carbide-Very fragile, used for carbide grinding applications.
RPM:
Revolutions per minute or maximum operating speed-Not all specifications can display this value. Tools, cutting wheels and applications must be consistent to ensure safe operation.
Recommendations for Safe Use of Cutting Discs and Common Problems and Solutions
Common Problem
Possible Reason
Corresponding Solution
Cut off wheel wear too fast, short life
1.The hardness of the selected cutting blade is not enough. The cutting blade of this hardness is suitable for cutting other metals.
2.The cut off wheel is too thin.
3.The pressure of the angle grinder is too low.
4.The power consumption of the angle grinder is too large under no load and load conditions.
1.Choose a cutting wheel with a relatively high hardness.
2.Choose a relatively thick cut off wheel.
3.Select the upper angle grinder.
4.Reduce the cutting pressure or replace the built-in angle grinder.
Low cutting efficiency
1.The cutting disk is too hard.
2.The diameter of the selected cutting disc is too small relative to the diameter of the cutting section.
3.The power of the angle grinder is too low.
1.Select a cutting disc with a relatively low hardness.
1. Select the appropriate cutting wheel according to the material characteristics of the workpiece.
Burning at the edges
1. The cutting wheel is too hard.
2. The cutting feed is too large and the cutting pressure is too large.
3. Improper cutting method (eg: continuous long-term cutting at one place)
1. Select a cutting wheel with a lower hardness.
2. Reduce cutting feed and cutting pressure.
3. Straight forward and backward straight cutting strokes should be repeated several times. Don’t cut the work too continuously in one place. Exit the stroke appropriately before cutting.
After cutting, a lot of burrs are generated
1. The cutting wheel is too thick.
2. The particle size of the cutting disc is too coarse.
1. Select a thinner cutting disc.
2. Select a cutting disk with a finer granularity.
Uneven wear on the cutting edge
1. Incorrect working method (use the cutting blade as a grinding disc)
2. The workpiece is not clamped firmly and vibrates.
3. The grinding operation angle is too small.
1. Cancel the use of cutting blades as abrasive discs. Please use abrasive discs or multi-purpose wheels.
2. The workpiece must be firmly clamped in a proper cutting or grinding position.
3. The correct grinding angle is 20-30 °.
Cutting disc is broken
1. The cutting wheel is stuck during the cutting process.
2. Cutting force is too large
3, the lateral pressure is too large
1, must ensure vertical cutting, otherwise there will be excessive lateral pressure on one side, resulting in cutting blade rupture.
2. The cutting force is too large. Under normal circumstances, the pressure of the angle grinder itself is sufficient.
3, vertical cutting, grinding at an appropriate angle, do not use cutting blades / grinding disks for grinding / cutting operations, unless you use cutting and polishing multi-purpose grinding wheels