
What is a Grinding Wheel?
What is a Grinding Wheel?
Classification and Performance of Grinding Wheels for Tool Grinders
First, the introduction of tool grinder wheels
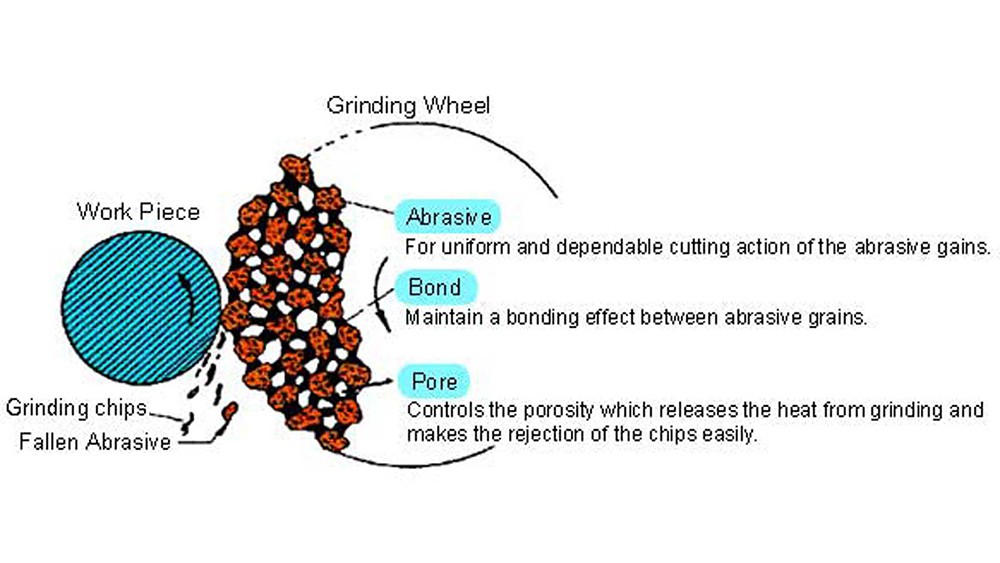
Grinding wheel is the main tool for grinding. It is a porous object composed of abrasive and bonding agent. Abrasives, binders and pores are the three basic components of a grinding wheel. With different abrasives, bonding agents, and grinding wheel manufacturing processes, the characteristics of the grinding wheel may vary greatly, which has an important impact on the accuracy, roughness and production efficiency of the grinding process. Therefore, the appropriate grinding wheel must be selected according to the specific conditions.
Second. Classification of grinding wheels
There are many types of grinding wheels. According to the abrasives used, they can be divided into ordinary abrasives (corundum (Al2O3) and silicon carbide, etc.) and superhard abrasives (diamond and cubic boron nitride). Depending on the shape, they can be divided into cylindrical wheel, cup-shaped wheel, dish-shaped wheel, etc. According to the bonding agent, it can be divided into ceramic wheel, resin wheel, rubber wheel, metal wheel and so on.
Third, the composition and selection of grinding wheels
Abrasive is the main raw material for manufacturing grinding wheels, and it is responsible for cutting work. Therefore, the abrasive must be sharp and possess high hardness, good heat resistance and certain toughness. The names, codes, characteristics and uses of commonly used abrasives are shown in Table 1.
Table 1 Common abrasives
| Category | Name | Img | Code | Features | Application |
| Oxide | Brown alumina |  |
A(GZ) | Contains 91 ~ 96% alumina. Brown, high hardness, good toughness, cheap | Grinding carbon steel, alloy steel, malleable cast iron, hard bronze, etc. |
| White corundum |  |
WA(GB) | Contains 97 ~ 99% alumina. White, higher hardness than brown corundum, lower toughness, good self-sharpening, less heat during grinding | Precision ground hardened steel, high carbon steel, high speed steel and thin-walled parts | |
| Carbide | Black silicon carbide |  |
C(TH) | Contains more than 95% silicon carbide. Black or dark blue, shiny. Higher hardness than white alumina, brittle and sharp, good thermal and electrical conductivity | Grinding cast iron. Brass, aluminum, refractory and non-metallic materials |
| Green silicon carbide |  |
GC(TL) | Contains more than 97% silicon carbide. Green color, higher hardness and brittleness than TH, good thermal and electrical conductivity | Grinding cemented carbide, optical glass, precious stones, jade, ceramics, honing engine cylinder liners, etc. | |
| High-hard abrasive | Synthetic diamond |  |
D(JR) | Colorless transparent or light yellow, yellow green, black. High hardness, more brittle than natural diamond. The price is many times more expensive than other abrasives | Grinding of hard materials such as hard alloys and precious stones |
| Cubic boron nitride |  |
CBN
(JLD) |
Cubic crystal structure, hardness is slightly lower than diamond, high strength, good thermal conductivity | Grinding, grinding, honing all kinds of hard and tough hardened steel and high molybdenum, high alum, high cobalt steel, stainless steel |
Note: The code in parentheses is the old standard code.
Particle size refers to the size of the abrasive particles. The particle size is divided into two groups: abrasive particles and micronized powder. Abrasive particles are classified by screening, and their particle size number is expressed by the number of perforations within one inch of the screen. For example, 60 # abrasive particles can pass through a screen with 60 perforations per inch, but cannot pass through a screen with 70 perforations per inch. The fine powder is classified by microscopic measurement, and its particle size number is expressed by the actual size of the abrasive (W). The abrasive grain sizes of various particle sizes are shown in Table 2.
Table 2 Abrasive particle size and particle size
| Grit | Grit | Micro powder | |||
| Granularity number | Particle size( mm ) | Granularity number | Particle size( mm ) | Granularity number | Particle size( mm ) |
| 14 # | 1600~1250 | 70 # | 250~200 | W40 | 40~28 |
| 16 # | 1250~1000 | 80 # | 200~160 | W28 | 28~20 |
| 20 # | 1000~800 | 100 # | 160~125 | W20 | 20~14 |
| 24 # | 800~630 | 120 # | 125~100 | W14 | 14~10 |
| 30 # | 630~500 | 150 # | 100~80 | W10 | 10~7 |
| 36 # | 500~400 | 180 # | 80~63 | W7 | 7~5 |
| 46 # | 400~315 | 240 # | 63~50 | W5 | 5~3.5 |
| 60 # | 315~250 | 280 # | 50~40 | W3.5 | 3.5~2.5 |
Note: Abrasive particles coarser than 14 # and fine powder finer than W3.5 are rarely used, and are not listed in the table.
The choice of abrasive grain size is mainly related to the surface roughness and productivity of processing.
During rough grinding, the grinding allowance is large, and the required surface roughness value is large. Therefore, coarser abrasive particles should be used. Because the abrasive particles are coarse and the air holes are large, the grinding depth can be large, and the grinding wheel is not easy to block and generate heat. When fine grinding, the margin is small, and the roughness value is required to be low. Finer abrasive particles can be selected. In general, the finer the abrasive particles, the better the surface roughness.
See Table 3 for the application of different size grinding wheels.
Table 3 Application range of different granularity grinding wheels
| Grit | Application | Grit | Application |
| 14 # ~24 # | Grinding steel ingots, cutting billets, grinding burrs of castings, etc. | 120 # ~W20 | Fine grinding, honing and thread grinding |
| 36 # ~60 # | General grinding surface, outer circle, inner circle and centerless grinding, etc. | W20 以下 | Mirror grinding, fine honing |
| 60 # ~100 # | Fine grinding and tool sharpening |
The substance used to bond the abrasive in a grinding wheel is called a binder. The strength, impact resistance, heat resistance and corrosion resistance of the grinding wheel are mainly determined by the performance of the bonding agent. See Table 4 for the types, properties and uses of commonly used binders.
Table 4 Commonly used binding agents
| Name | Code | performance | Application |
| Ceramic bond | V(A) | Resistant to water, oil, acid, and alkali, and maintains the correct geometry. Large porosity, high grinding rate, high strength, poor toughness, elasticity and vibration resistance, unable to withstand lateral forces | Grinding of V-wheels <35m / s, this bonding agent is the most widely used, and can be made into a variety of abrasive tools, suitable for forming and grinding threads, gears, crankshafts, etc. |
| Resin binder | B(S) | High strength and elasticity, not afraid of impact, can work at high speed. It has friction polishing effect, but its solidity and heat resistance are inferior to that of ceramic bonding agent. | V-wheel > 50m / s high-speed grinding, can be made into a thin wheel grinding groove, sharpening the rake face of the tool. High-precision grinding. Alkali content in cutting fluid should be <1.5% |
| Rubber bond | R(X) | The elasticity is worse than the resin binder, and the strength is also large. The porosity is small, the abrasive particles are easy to fall off, the heat resistance is poor, it is not resistant to oil and acid, and it also has an odor | Manufacture grinding wheels for bearing grooves, centerless grinding wheels, guide wheels, and various grooving and cutting flake wheels for soft polishing wheels, etc. |
| Metal bond (bronze, nickel plating) | J | Good toughness, formability, high strength, poor self-sharpness | Manufacture of various diamond abrasive tools with long service life |
Note: The code in parentheses is the old standard code.
The hardness of the grinding wheel refers to the ease with which the abrasive particles on the surface of the grinding wheel fall off under the action of the grinding force. The hardness of the grinding wheel is soft, which means that the abrasive particles of the grinding wheel are easy to fall off, and the hardness of the grinding wheel is hard, which means that the abrasive particles are more difficult to fall off. The hardness of the grinding wheel and the hardness of the abrasive are two different concepts. The same abrasive can be made into grinding wheels with different hardness, which mainly depends on the properties and quantity of the bonding agent and the manufacturing process of the grinding wheel. The significant difference between grinding and cutting is that the grinding wheel has “self-sharpness”. When you choose the hardness of the grinding wheel, you are actually choosing the self-sharpness of the grinding wheel. I hope that the sharp abrasive particles do not fall off too early, and do not blunt or fall off .
According to the regulations, the hardness levels of commonly used
Table 5 Hardness levels of commonly used grinding wheels
| Hardness grade | Major | soft | Medium soft | Medium | Medium hard | hard | |||||||
| Minor | 1 | 2 | 3 | 1 | 2 | 1 | 2 | 1 | 2 | 3 | 1 | 2 | |
| Code | G
(R 1 ) |
H
(R 2 ) |
J
(R 3 ) |
K
(ZR 1 ) |
L
(ZR 2 ) |
M
(Z 1 ) |
N
(Z 2 ) |
P
(ZY 1 ) |
Q
(ZY 2 ) |
R
(ZY 3 ) |
S
(Y 1 ) |
T
(Y 2 ) |
|
Note: The codes in parentheses are the old standard codes; super soft and super hard are not listed; 1, 2 and 3 in the table indicate the order of increasing hardness.
The general principle for selecting the hardness of the grinding wheel is: When processing soft metals, in order to prevent the abrasive from falling off prematurely, a hard grinding wheel is selected. When processing hard metals, in order to make the dull abrasive particles fall off in time, so that new abrasive particles with sharp edges and corners (ie, self-sharpening) are exposed, a soft grinding wheel is selected. The former is because when grinding soft materials, the abrasive wear of the grinding wheel is very slow and does not need to be detached too early; the latter is because when grinding hard materials, the abrasive wear of the grinding wheel is faster and requires faster Update.
When fine grinding, in order to ensure the grinding accuracy and roughness, a slightly harder grinding wheel should be used. The workpiece material has poor thermal conductivity and is prone to burns and cracks (such as grinding cemented carbide). The grinding wheel used should be softer.
According to the needs of machine tool structure and grinding processing, the grinding wheels are made into various shapes and sizes. Table 6 is the shape, size, code and application of several commonly used grinding wheels.
The outer diameter of the grinding wheel should be selected as large as possible to increase the peripheral speed of the grinding wheel, which is beneficial to improving the productivity and surface roughness of the grinding process. In addition, under the condition that the rigidity and power of the machine tool permit, if a larger width grinding wheel is used, the same effect can be achieved to improve productivity and reduce roughness. However, when grinding highly heat-sensitive materials, If cracks occur, the width of the grinding wheel should be appropriately reduced.
Table 6 Shapes and uses of common grinding wheels
| Grinding wheel name | Sketch | Code | Size notation | The main purpose |
| Flat grinding wheel | wiki | P | P D × H × d | For grinding external, internal, flat and centerless grinding |
| Double-sided concave grinding wheel | 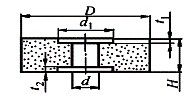 |
PSA | PSA
D × H × d—2—d 1 × t 1 × t 2 |
For grinding cylindrical, centerless and sharpened tools |
| Double bevel wheel |  |
PSX | PSX D × H × d | For grinding gears and threads |
| Cylindrical grinding wheel | 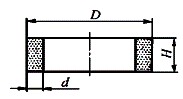 |
N | N D × H × d | For vertical shaft end grinding |
| Dish wheel |  |
D | D D × H × d | For sharpening the front of a tool |
| Bowl-shaped wheel | 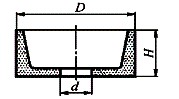 |
BW | BW D × H × d | For rail grinding and sharpening tools |
A logo is usually printed on the end surface of the grinding wheel.
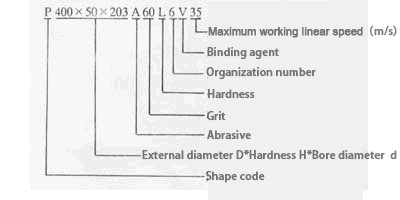
Figure 1 Model of grinding wheel
Because it is troublesome to replace the grinding wheel once, except for the important workpieces and large production batches, it is necessary to select the grinding wheel according to the above-mentioned principles. Generally, as long as the existing grinding wheel on the machine tool roughly meets the grinding requirements, there is no need to reselect Instead, by properly dressing the grinding wheel and selecting the appropriate amount of grinding to meet the processing requirements.
As ultra-precision grinding wheels, micro-particle diamond wheels are often used. In addition to mirror grinding, they can also be used as grinding wheels for small aspheric lens forming molds with a diameter of less than ф200 such as mobile phones and digital cameras. Because these molds are hot-pressed for optical glass, they are mostly made of hard alloys and engineering ceramics. In addition, the use of rotten diamonds and engineering ceramics is also underway. In addition, tests are also being conducted to obtain aspheric lenses directly by grinding with a particulate diamond wheel. The size of the diamond used in these grinding processes is currently around 1500 ~ 3000 #, and the machining accuracy of the shape accuracy of less than 0.1 micron and the surface roughness of about Ry40mm can be obtained. The grinding of these optical lenses for people’s livelihoods, which do not require high precision, has reached practical use, and it has not yet reached the required precision of large aspheric lenses that require higher precision.
In the future, for the elements required by the particulate diamond grinding wheel, it is necessary to study the characteristics of the abrasive grains when using ultrafine diamond abrasives as fixed abrasive grains. In addition, the basic elements must consider the various raw materials such as the abrasive grains, binders, and fillers that make up the particulate diamond wheel. It does not hinder the sound grinding process, and the development of high-precision uniform dispersion technology is also important.
The current status of ultra-precision machining grinders can be said to be the minimum cut-in set value of 100 nm a few years ago as the limit. Recently, more precise grinders with a minimum resolution of 1 nm have been produced, and the quadrant has been adjusted to the minimum. Although particle diamond grinding wheels with a particle size of 6000 # or more have been manufactured in the past, the machining conditions for shaping, trimming, and performing sound grinding of ultrafine or nearly ultrafine diamond grinding wheels on grinding machines with a minimum cut-in setting of 100nm have not been obtained. In the future, practical examples on higher-precision grinding machines will continue to appear, and the research on the specifications and processing conditions of particulate diamond wheels will be strengthened and their practical use will be promoted. In the following, a practical example of the ultra-precision grinding resin-bond grinding wheel and the shaping and dressing methods necessary for the use of technology will be discussed.
What are the main quality problems of grinding wheels? What are the hazards of quality wheels?
1)Rotational strength failed
Rotary strength refers to the ability of the wheel to resist rupture under the action of centrifugal force during the rotation of the wheel, and reflects the tensile stress of the wheel. It is a very important index in the manufacture and use of the wheel. In order to ensure the safe use of the grinding wheel, the standard lists the unsatisfactory rotational strength as a “fatal defect”, that is, a “dangerous or unsafe defect for the user or the equipment”. The sampling inspection plan is that the number of samples is n = 10, the number of acceptances is Ac = 0, and the number of rejections is Rc = 1; that is, the rotation strength of 10 pieces of wheels must be all qualified. As long as one piece is unqualified, it is judged as unqualified. Quality inspections over the years have found that the fiber-reinforced resin flake wheels and cymbal wheels have unsatisfactory slewing strength, some are below the maximum working speed, and some fail before the specified slewing test speed; some have reached the test speed but cannot Break for 30s. The failure rate of rotatory strength is 7.1% ~ 18.7% (see Table 2 for detailed data).
Fiber-reinforced resin sheet grinding wheels and 钹 -shaped grinding wheels are mostly used for hand-held cutting and grinding, and the distance between the operator and the grinding wheel is close. Therefore, once the turning strength is poor, the grinding wheel is broken during cutting or grinding, which is very likely to cause personal injury or death.
2)Failed static balance
Grinding wheel is an inhomogeneous object. When the grinding wheel rotates, it causes vibration due to the misalignment of its center of mass with the center of rotation. This state is called the imbalance of the wheel. There are many harms caused by unbalanced grinding wheels:
- Acts on the bearing of the grinder, makes the spindle vibrate, and accelerates the wear of the spindle of the grinder;
- Increase the rotation stress endured by the grinding wheel, reduce its rotation strength, and may even cause it to break during rotation;
- The vibration of the grinding wheel and the workpiece system is intensified, which is manifested by the occurrence of chatter marks on the surface of the workpiece to be processed, and the machining accuracy and surface roughness become worse;
- Affects the uniformity of the self-sharpening of the grinding wheel, and makes the grinding wheel wear uneven.
The static balance of the grinding wheel is also one of the main quality indicators reflecting the intrinsic characteristics and service performance of the grinding wheel. The unqualified static balance is listed as “heavy defect” in the standard, that is, “severely reduces the product performance and seriously affects the performance of the processed parts Defects”. In the spot check, the static equilibrium failure is shown in Table 2. Among them, a fiber-reinforced resin sheet grinding wheel with a diameter of 400mm and a linear speed of 70m / s has a static imbalance value of ≤13g, but the actual measurement exceeds 18g. The vibration of the grinding wheel in use is conceivable.
3)Unqualified hardness
The hardness of the grinding wheel refers to the resistance of the binding agent to the removal of the abrasive particles from the surface of the grinding wheel under the action of an external force, or the difficulty of the abrasive particles from the surface of the grinding wheel. Hardness can accurately reflect the grinding performance of the grinding wheel, and is one of the important indicators to measure the quality of the grinding wheel. There are two requirements for the evaluation of the hardness of the grinding wheel:
- The uniformity of hardness (the difference between the maximum value and the minimum value of the measured hardness values at each point) must meet the requirements of the standard;)
- Hardness requirements, that is, the average value of the hardness (the arithmetic mean of the hardness measured at each measuring point) must be within the allowable range specified by the standard. The proportion of hardness failures is also quite high. For example, the hardness failure of flat grinding wheels exceeds 20% of the total failures.
4) End face runout and radial runout are unqualified
Unqualified end-face runout and radial run-out will cause the wheel to run out and affect balance performance when it rotates, which will adversely affect the machine tool and the workpiece, so it should be controlled within the allowable range.
5)Poor aperture
The inner hole of the grinding wheel is the installation reference, and the unqualified grinding wheel diameter is listed as “heavy defect” in the standard. The hole diameter is large, and the eccentricity of the grinding wheel is generated after the installation of the grinding wheel, which makes the grinding wheel unbalanced, which will aggravate the vibration when it rotates at high speed, which will affect the quality of the grinding process and even cause the grinding wheel to break and the equipment to be damaged. The hole diameter is too small, the grinding wheel cannot be installed, and it cannot be used. If it is forcibly installed, the main shaft may be scratched, and the grinding wheel may have dark injuries, which may cause the grinding wheel to break and cause accidents. As shown in Table 2, the unqualified pore diameter was the most serious in the spot check. It accounted for 16.7% of the total number of unqualified flat grinding wheels and 58.2% of the total number of unqualified flat grinding wheels.
6)Flag error
The wheel mark indicates the basic performance of the wheel, and it plays an important role in guiding users to use it, and cannot be ignored. Marking errors are listed as “heavy defects” in the standard. There are many problems in the signs, and some signs are incomplete; some signs are wrong; and even deliberately substandard, false, and falsely used trademarks, causing user confusion, affecting use, harming their interests, and may cause major accidents.
How to choose a grinding wheel?
① Corundum grinding wheels are used when grinding steel, and silicon carbide grinding wheels are used when grinding hard cast iron, cemented carbide and non-ferrous metals.
② When grinding soft materials, choose hard grinding wheels, and when grinding hard materials, choose soft grinding wheels.
③ When grinding soft and tough materials, use coarse abrasives (such as 12 ~ 36 #); when grinding hard and brittle materials, use fine abrasives (such as 46 ~ 100 #).
④ When the roughness value of the ground surface is low, use fine abrasive grains, and when the metal removal rate is high, use coarse abrasive grains.
⑤ When the quality of the processed surface is good, select the resin or rubber bonding wheel, and when the maximum metal removal rate is required, select the ceramic bonding wheel.
After choosing to buy a grinding wheel, it will appear that the surface roughness of the workpiece can not be met during the grinding wheel processing. In addition to the quality of the diamond pen that is used to select the dressing year, the main decision is to choose the size. Grain size and surface roughness have the following general relationship, but also need to consider other factors (such as grinding efficiency, village material characteristics, etc.).
Coarse-grained abrasives are suitable for grinding:
1) The material is relatively soft, with a large elongation and materials like soft iron and non-ferrous metals.
2) Where the feed is large and the grinding efficiency is required.
3) Where the surface roughness is not high.
4) When the grinding contact surface is large.
Fine-grained abrasives are suitable for grinding:
1) High hardness and brittle materials such as high-carbon tool steel, hard metal and glass.
2) Where surface roughness and accuracy are required.
3) When grinding contact surface is small.
4) In case of small workpiece radius or loneliness.
Precautions for grinding wheel installation
Grinding machine is one of the most commonly used machines and equipment in the machinery industry. Whether its installation is reasonable and whether it meets safety requirements is directly related to the personal safety of each operator and must be taken seriously. The following points to note during the installation of the grinder:
First, Inspection before grinding wheel installation
Before installation, confirm by visual inspection or sound inspection whether the grinding wheel to be installed is damaged or damaged, and check whether the rated speed between the grinding machine and the grinding wheel is consistent.
Check the following points before the wheel is installed:
1. First check the grinding wheel by visual inspection.
Visual inspection method: All grinding wheels must be inspected visually before use. If damaged, do not use it.
2. If necessary, further confirmation by sound inspection method.
Sound inspection method (also known as percussion test): The grinding wheel should be checked for sound before use. Tap the side of the wheel gently with a velvet hammer. If the wheel is not cracked, it will make a crisp sound, otherwise it will make a muffled or mute sound.
3. It is not allowed to install the cracked or damaged grinding wheel on the wheel axle, and it is not allowed to install the grinding wheel in interference fit, so it is very easy for the grinding wheel to fly out.
Second, the installation of grinding wheels
The correct grinding wheel installation steps are extremely important for the safe and effective use of the grinding wheel, so it must be ensured that the grinding wheel installer has a fairly professional practical level.
1. The spindle of the grinding wheel must be straight, smooth, clean, non-destructive and complete with accessories (especially without slip keys); the size of the grinding wheel shaft must be within the tolerance range.
2. It is not allowed to forcibly install the grinding wheel on the grinding wheel shaft. If the diameter of the grinding wheel does not match the grinding wheel axis, please choose another grinding wheel with the same size. The grinding wheel must be freely mounted on the grinding wheel shaft.
3. The pressing surfaces of flanges and chucks must be flat and clean, and the outer diameter must be at least one-third of the outer diameter of the grinding wheel.
4. The flatness of the flange needs to be measured regularly. The correct flatness of the flange should be within 0.01mm. If the flatness is too poor, maintenance of the flange is required.
5. It is not allowed to use flanges that are unclean, unbalanced, with burrs or with different sizes and different grooves.
6. The flange should be fastened on the grinding wheel according to the torque recommended by the machine tool manufacturer. When installing, pay attention to the tightness of the screws and nuts, and it is advisable that the pressure is sufficient to drive the grinding wheel without sliding.
7. A pad made of flexible material must be lined between the grinding wheel and the chuck pressing surface. The pressing surface should be flat and clean without any attachments, and it should be exposed more than 2mm outside the flange circumference.
8. The grinder uses power lines, so the shell of the equipment must have a good grounding protection device. This is also one of the important factors prone to accidents.
I hope everyone can pay attention to the above issues during the installation process and respect everyone’s life!
Grinding wheel parameters
| Abrasive code | Grit | Hardness | organization | Binding agent | Working speed (M / S) |
|||||||||
| A | Brown alumina | Coarse | Medium | Thin | Extremely thin | Soft | Medium | Hard | Dense | Medium | Sparse | Ceramics | Resin | 20 |
| FA | Semi-brittle corundum | ABC | K | P | 1 | 6 | 10 | VN1 | B1 | 30 | ||||
| WA | White corundum | 10 | 36 | 100 | W63 | D | L | Q | 2 | 7 | 11 | VN5 | B2 | 35 |
| SA | Monocrystalline corundum | 12 | 40 | 120 | W50 | E | M | R | 3 | 8 | 12 | VN7 | B3 | 40 |
| PA | Ming Corundum | 14 | 46 | 150 | W40 | F | N | S | 4 | 9 | 13 | VN9 | B4 | 45 |
| MA | Microcrystalline corundum | 16 | 54 | 180 | W28 | G | T | 5 | 14 | VN13 | B5 | 50 | ||
| WA/A | Brown, white alumina mixture |
20 22 |
60 70 |
220 | W20 W14 |
H J |
Y | 15 16 |
VN16 VP17 |
BF PVA |
60 80 |
|||
| SA/A | Single crystal, brown corundum mixture |
24 30 |
80 90 |
W10 W7 |
17 18 |
VP18 VP23 |
PUR | |||||||
| SA/PA | Single Crystal, Chrome Corundum mixture |
W5 | VH22 橡胶 |
|||||||||||
| PA/WA | Chrome, white alumina mixture | R1 R2 |
||||||||||||
| A/GC | Brown alumina, green Silicon carbide mixture |
RF | ||||||||||||
| C | Black silicon carbide | |||||||||||||
| GC | Green silicon carbide | |||||||||||||
| GC/C | Black and green silicon carbide mixture |
|||||||||||||
Grinding wheel safe operation regulations
- You must wear a dust mask (or protective mask) and glasses.
- Before work, check whether the grinding wheel is damaged, whether the safety protection device is intact, and whether the ventilation and dust removal device is effective.
- Before installing the grinding wheel, it must be checked whether the maximum allowable speed of the grinding wheel is compatible with the spindle speed. The grinding wheel larger than 200 mm should be statically balanced, and cracked or defective grinding wheels are not allowed.
- The diameter of the grinding wheel chuck shall not be less than 1/3 of the diameter of the grinding wheel. The chuck and the grinding wheel shall be cushioned with a soft pad of 1-2 mm, and the outer diameter shall be 2 mm larger than the diameter of the chuck pressing surface.
- When installing the elbow, pay attention to the tightening degree of the nut. It is advisable to tighten until the wheel rotates without slipping. When there are multiple compression screws, tighten them gradually and diagonally.
- After the grinding wheel is installed, the protective cover must be reinstalled, and then trial rotation is performed. Grinding wheels with a diameter of less than 400 mm should be idling for 2 minutes; grinding wheels with a diameter of more than 400 mm should be idling for 5 minutes. When the grinding wheel rotates, no obvious vibration is allowed.
- When adjusting the wheel guard and workpiece holder, it must be carried out after the wheel has stopped. Always keep the distance between the workpiece carrier and the grinding wheel less than 3 mm. Zh
When grinding, you should start the vacuuming device first, hold the workpiece firmly, and don’t use too much force. Do not use the lever to push the components. It is strictly forbidden to stand on the front of the grinding wheel to prevent it from hurting. - Grinding wheels that are not specifically designed for face grinding are prohibited from grinding with the face.
- When using a hand-held electric wheel grinder, you must have a solid protective cover, a protective neutral wire or a leakage protector, and observe the safe operating rules of the electric hand-wheel.
After the work is completed, the power should be cut off and the wheel must be stopped before leaving the post.